以下是:不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠的产品参数
| 产品参数 |
|---|
| 产品价格 | 电联/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电联 |
|---|
| 品牌 | 金悦源 |
|---|
| 类型 | 不锈钢护栏 |
|---|
| 产地 | 聊城 |
|---|
| 材质 | 不锈钢 |
|---|
以下是:不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠的图文视频
不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠,金悦源金属材料(保定市分公司)为您提供不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠产品案例,联系人:王经理,电话:【18963568858】、【18963568858】,发货地:开发区蒋官屯工业园内。 河北省,保定市 2022年,保定GDP为3880.3亿元。(不含雄安新区及定州市)
想要更直观地了解不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠的图文介绍
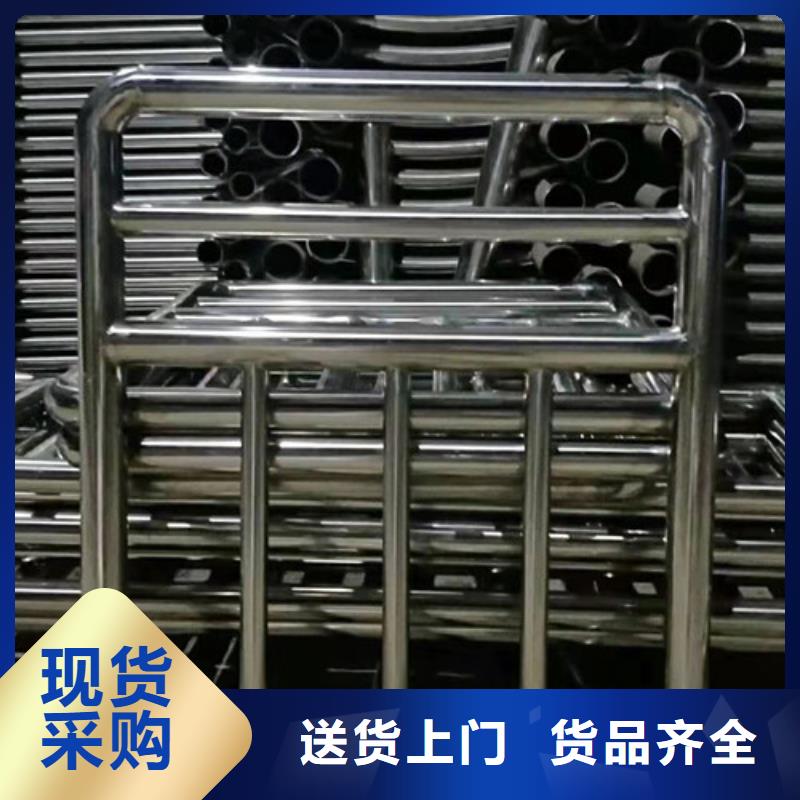
金悦源金属材料(保定市分公司)致力于【不锈钢桥梁护栏】研发生产,我们配备先进专业的【不锈钢桥梁护栏】生产流水线和卓越的研发销售团队,通过不断扩大的【不锈钢桥梁护栏】产品生产能力不断降低产品成本,为客户提供j i优性价比的【不锈钢桥梁护栏】产品及服务。我们在河北保定建立有一万平米的【不锈钢桥梁护栏】生产基地,能快速的满足客户的实际需求.



焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



铁艺护栏是现在很常用的一种护栏,目前被大家广泛的应用于小区等地,它不像锌钢护栏一样不易生锈。铁艺护栏外形优美,造型多种多样,但是它的耐锈耐腐蚀能力大不如锌钢护栏,那么,我们应该怎么保护铁艺护栏,使得铁艺护栏不生锈呢。 今天我们给大家介绍一下铁艺护栏的安装流程。希望大家对铁艺护栏的安装作一个比较细致的了解。其实说到铁艺护栏,我想大家应该都不会陌生,毕竟它现在已广泛应用在很多地方,我们到处可见,比如:幼儿园、学校、办公区、工厂等等。 工程流程:安装预埋件放线安装立柱扶手与立柱连接打磨抛光安装预埋件(后加埋件)铁艺护栏预埋件的安装只能采用后加埋件做法,其做法是采用螺栓与钢板来制作后置连接件,先在土建基层上放?。 但对于它的施工,应该没有几个非业内人士知道的,这里诚信不锈钢铁艺部人员给大家讲述一些铁艺护栏施工的基本流程。扶手与墙体面的连接也同样采取上述方法。放线由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应重新放线,以确定埋板位置与焊接立杆的准确性,如有偏差,及时修正。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



因此, 要想很好地完成不锈钢复合管过渡层的焊接, 对于焊接材料的选取(根据舍弗勒相图)、 焊工的资质、 焊接坡口型式、 及焊接工艺参数都有特定的要求。 为了避免不锈钢层与基体界面处出现的合金元素的稀释、 碳元素的迁移等, 过渡层的焊接是保证复合管焊接质量的关键。 [8] 由于内衬不锈钢复合钢管生产工艺和技术的限制, 目前, 国产的复合管的基层和复合层还不能完全熔焊在一起, 因此在实际焊接中具有一定难度。 内衬不锈钢复合钢管的复合层和基层之间没有熔焊在一起, 所以在组对焊接前必须进行封焊, 根据不锈钢管的焊接特点, 在焊接过程中当热输入较大, 冷却较慢时, 易产生热裂纹、 变形等缺陷。 而 GTAW 焊的热输入较小, 且氩气流除可以保护高温金属外, 还具有一定的冷却作用, 能提高焊缝抗裂能力, 同时钨极电弧稳定, 即在很小的焊接电流下仍可稳定燃烧, 特别适用于薄壁管的焊接。 因此, 封焊层采用 GTAW 焊接。 钨极直径根据管壁厚选择, 管壁越厚所需焊接电流越大, 即钨极直径越大。 因衬管壁厚为 1.5~2mm (衬管厚度), 因此, 采用准 2.5 mm 的 WCe-20 钨极, 喷嘴直径为 10 mm。

在河北省保定市采购不锈钢碳素钢复合管护栏-不锈钢碳素钢复合管护栏价格优惠请认准金悦源金属材料(保定市分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-【18963568858】,地址:开发区蒋官屯工业园内)。