



我们精心制作的质量优的201不锈钢栏杆现货厂家产品视频已经准备就绪,【一睹真容!】产品视频,呈现产品魅力!
以下是:质量优的201不锈钢栏杆现货厂家的图文介绍

对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。

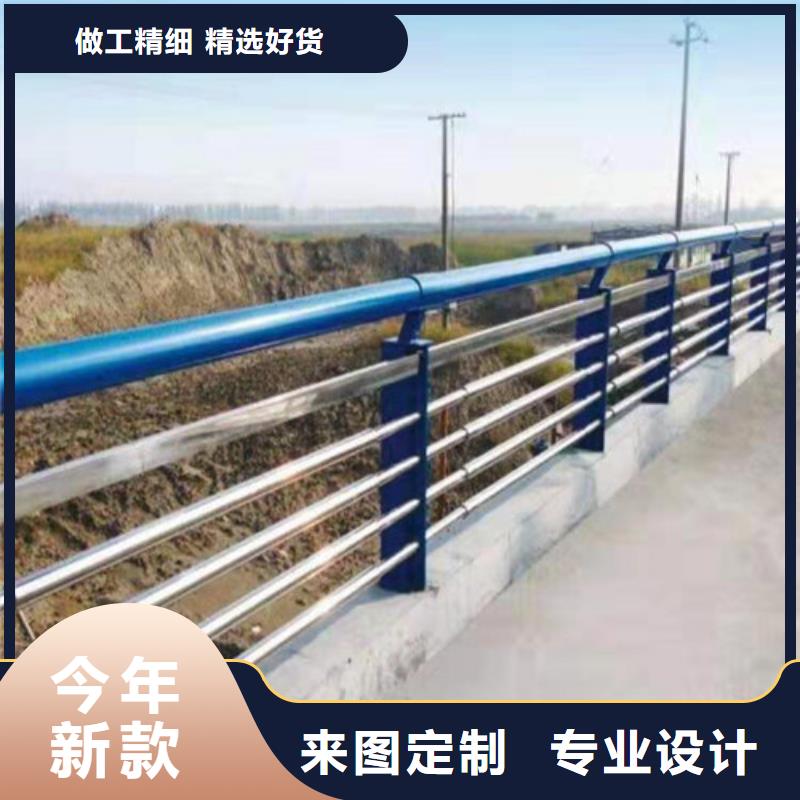
不锈钢桥梁护栏


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



金悦源金属材料(泉州市分公司)座落于开发区蒋官屯工业园内。地理位置优越,交通便利。我厂拥有精湛的加工设备,生产条件,检测设备及良好的售后服务,建立并完善公司管理制度。本厂坚持质量保证、用户保证、信誉保证的原则。产品服务全国个城市,并为我国工程配套,得到了广大用户的好评。本公司具有雄厚的经济实力、科学的管理水平、先进的生产设备、精湛的技术队伍、完善的工艺装备、严格的检测手段、及良好的售后服务。 公司信奉“诚信保证、质量保证、顾客保证”的经营理念。 公司奉行“诚信、敬业、开拓、创新”的企业精神,恪守“客户的需求是我们不断的追求”的经营理念,并致力于市场新品的开发。展望未来,在新世纪的中国,我们将一如既往,坚持、专注、创造、以勤奋和热忱回报支持和信赖我们的广大用户。希望更多的业界精英与我们携手并进,精诚合作,共创新世纪业界辉煌.企业宗旨:质量是生命,信誉是灵魂。



